
PTFE Conveyor Belt Joints
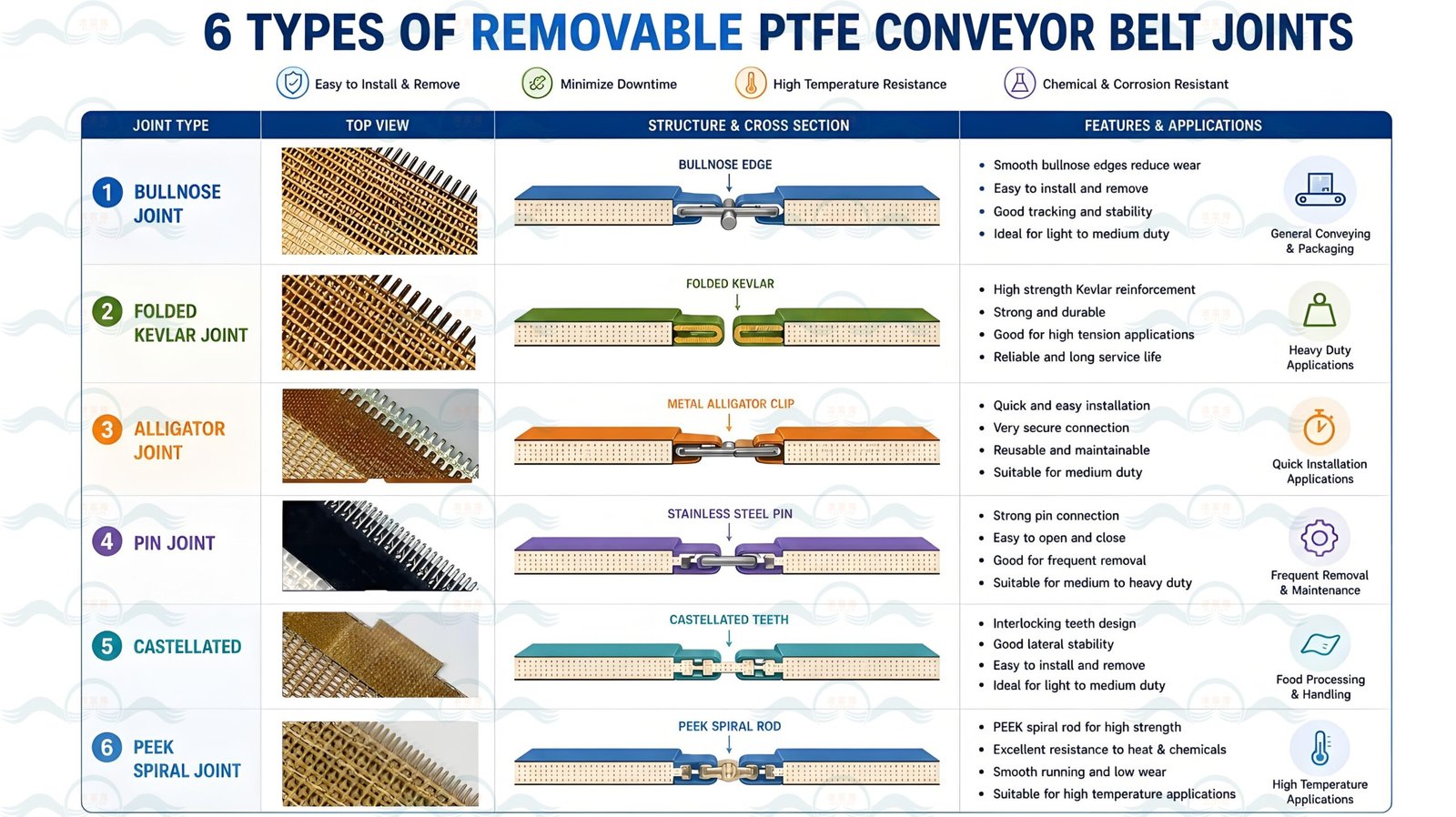
- Removable Conveyor Belt Joints (Hinged Type)
| Joint Type | Materials | Description | Advantages | Disadvantage |
|---|---|---|---|---|
| Bullnose Joint | Kevlar + Fiberglass (Kevlar core) | Formed by folding and stitching the belt ends into interlocking loops for pin connection; widely used on PTFE mesh belts | Excellent airflow, uniform openings, unlimited width, suitable for most mesh belts and non-metal applications | Thick at joint area, not suitable for small rollers, moderate tensile strength, requires periodic maintenance |
| Folded Kevlar Joint (Dewefted Type) | 100% Kevlar | Made by removing weft yarns, folding and stitching Kevlar mesh to enhance strength; similar structure to bullnose | Good airflow, uniform mesh, no width limitation, suitable for non-metal environments | Still relatively thick, not suitable for small rollers, slightly higher strength than bullnose but still limited |
| Alligator Joint (Metal Fastener) | Metal + Kevlar reinforcement | Metal fastener plates fixed to belt ends and connected by a pin; widely used hinged mechanical splice | High tensile strength, easy installation, flat joint surface | Not suitable for microwave or non-metal environments, poor flexing, not suitable for small roller diameters |
| Pin Joint (Needle Joint) | Metal pin + Kevlar reinforcement | Similar to alligator joint but uses rod/needle-style pin connection | High strength, relatively smooth surface, suitable for demanding applications | Same as metal joints: not microwave-safe, poor flexibility, unsuitable for small rollers |
| Castellated / Hinge Joint (Great Wall Type) | Kevlar (Aramid) | Interlocking Kevlar loops connected with a pin, forming a hinge-style structure | Non-metal, good tensile strength, smooth surface, same thickness as belt, protects conveyed products | Not air permeable, higher cost, lower strength than spiral joints |
| PEEK Spiral Joint | PEEK spiral + Kevlar mesh | Kevlar mesh ends are stitched and interlocked with PEEK spiral loops and pin connection | High strength (best among non-metal joints), allows airflow, ideal alternative to metal joints | High cost, most expensive joint type |
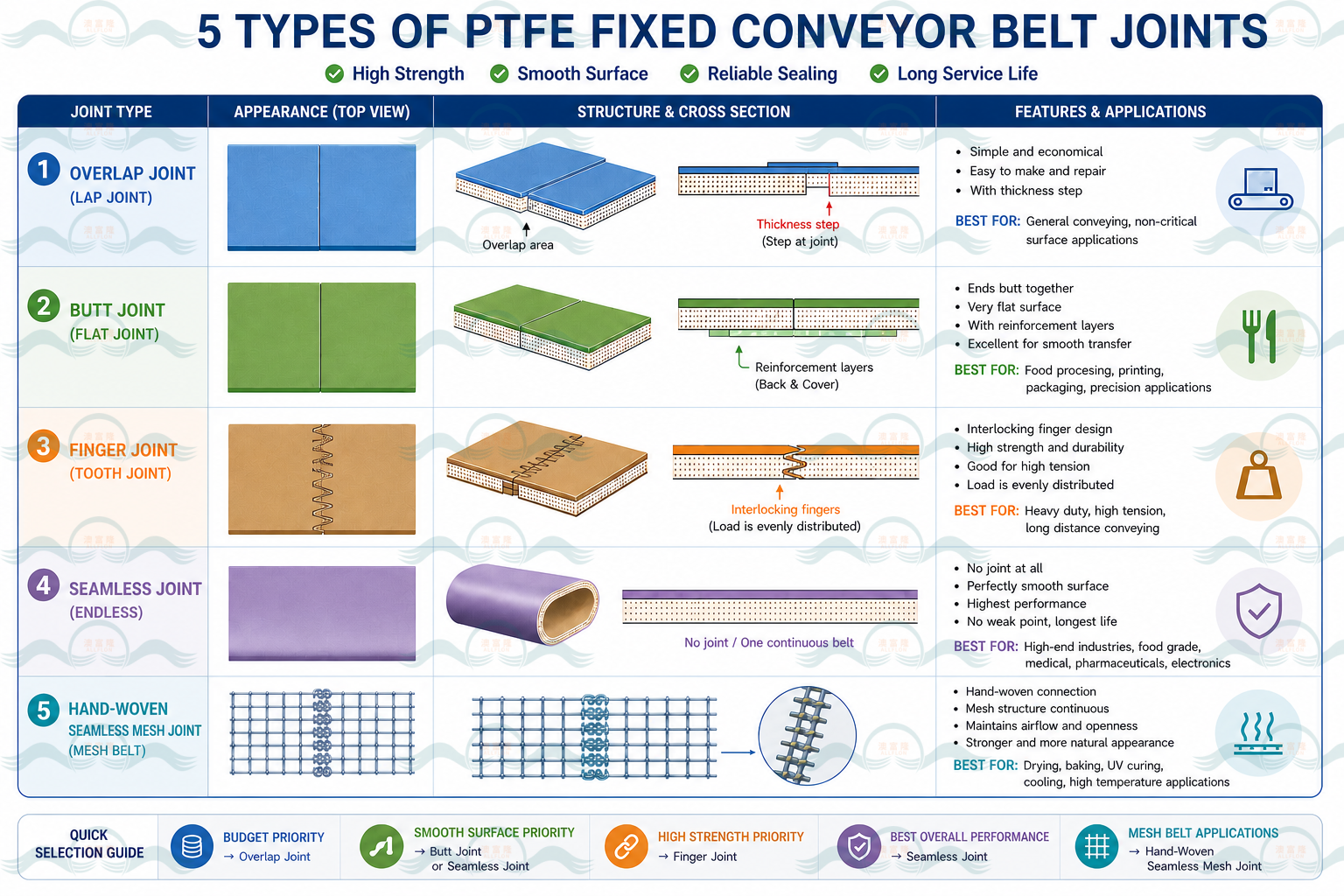
- Fixed Conveyor Belt Joints (Heat Sealed Type)
Permanent splicing solution for smooth surface, high stability, and hygienic applications.
Fixed joints are created using advanced heat sealing technology to permanently bond belt endsinto a continuous loop. This eliminates the need for mechanical fasteners and ensures superior
performance in demanding environments requiring cleanliness, stability, and durability.
| Joint Type | Materials | Description | Advantages | Disadvantage |
|---|---|---|---|---|
| Overlap Splice (Lap Joint) (Straight / Angled) | PTFE coated fiberglass/Kevlar | Belt ends are overlapped (straight or angled) and heat sealed together; angle options typically 45°–90° | Highest tensile strength among all fixed joints; widely used; suitable for most applications; more flexible on rollers | Thickness step at splice area; not suitable for applications requiring a perfectly smooth surface |
| Butt Splice (Flat Joint) | PTFE fabric + reinforcing | Belt ends are aligned edge-to-edge and reinforced with a top/bottom layer, creating a flat surface | Smooth and uniform surface; no step difference; ideal for product-sensitive conveying | Lower tensile strength than overlap splice;joint is relatively weaker |
| Finger Splice (Z-Splice / Tooth Joint) | PTFE fabric + reinforcement layers | Belt ends are cut into interlocking “finger” shapes and heat sealed together | Smooth surface; good flexibility; suitable for small roller diameters,better strength than butt splice | Moderate strength (less than overlap); more complex processing; widely used in market |
| Seamless Joint (Endless Belt) | PTFE fabric (often double-layer) / PTFE mesh (hand-woven) | Fabric belts: multi-layer staggered lamination; mesh belts: manually interwoven warp yarns and heat sealed | Perfectly uniform thickness; best surface smoothness; excellent flexibility and strength; ideal for high-end sealing applications | Width limitation (especially fabric belts); labor-intensive production; higher cost |
| Hand-Woven Seamless Mesh Joint | PTFE mesh (Kevlar / fiberglass) | Weft yarns removed and warp yarns interwoven and heat bonded to form continuous structure | Excellent durability and flexibility; strong bonding due to multiple contact points | Manual process; high cost; longer production time |